
High Capacity Pumping System
The high capacity pump system from POUL TARP A/S has a complete two-pump unit system for milk collection at the farmer/supplier.
The high capacity pump system consists of:
- A S12 computer with two printers, which are connected online to the dairy’s MCT IT-system
- The pump unit has a pumping capacity of 800 l/min. to 1500 l/min.
- The S12 computer regulates the pump speed in a way that the milk does not get damaged, which ensures that the milk keeps it’s qualities
- Data is transferred via GPRS to the dairy’s MTC IT-system
- Flow meter
- Air separator
- Liquid detector
- Proportional controlled pumps
- Load sampler and farmer sampler
It is possible to mount a TOC cabin computer in the cabin of the truck which makes it possible to receive routes from the dairy and information from the farm ect.
Pumping System in Milk Tanker
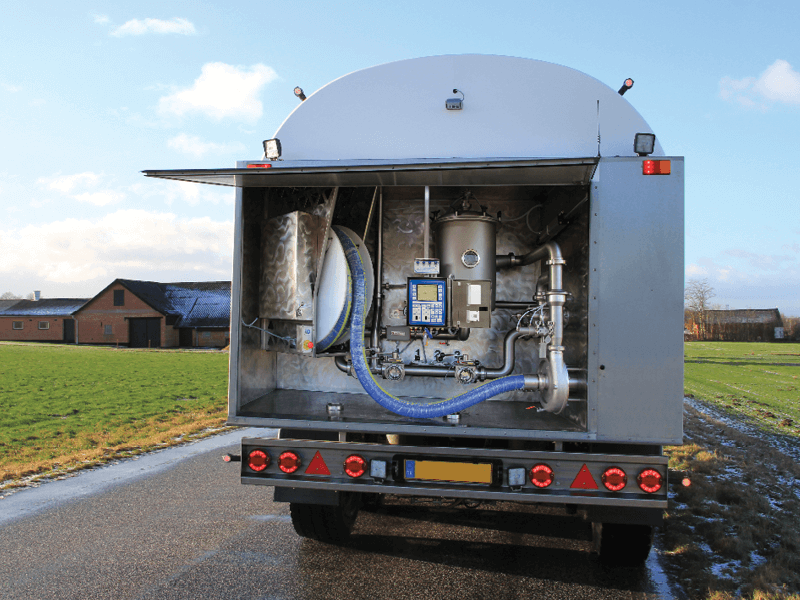
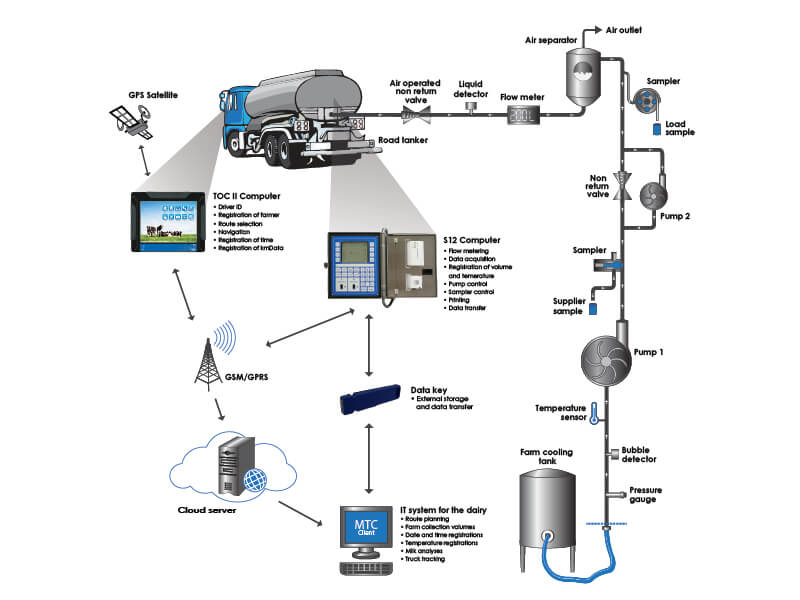
Description of the Pumping System
Computer Solutions
Track the milk all the way from collection at the farm to delivery at the dairy with an IT solution from POUL TARP A/S
Our TOC Computer which is mounted in the cabin of our milk tankers, informs the drivers, which route to take and also the location of the milk collection points.
While the milk is being pumped into the milk tanker, the S12 Computer takes 1-2 samples for testing in the laboratory. The S12 Computer registers data such as the collection point, the quantity and the temperature.
Data collected from the TOC Computer and the S12 computer is automatically sent to the MTC system, which is administered by the dairy. The route for milk collection, which is available on the TOC Computer is in fact planned by the dairy using the MTC system. The MTC system will also handle the settlement to the farmers and data on the milk quality results. The Milk APP makes it possible for, the driver, the farmer and the dairy to track the milk tanker and the milk quantity from the moment the milk is collected and until it is delivered.

S12 Pump Computer
S12 Computer from POUL TARP A/S gives the dairy traceability in the milk collection, traceability in the milk quality and an accurate measument of the collected milk.
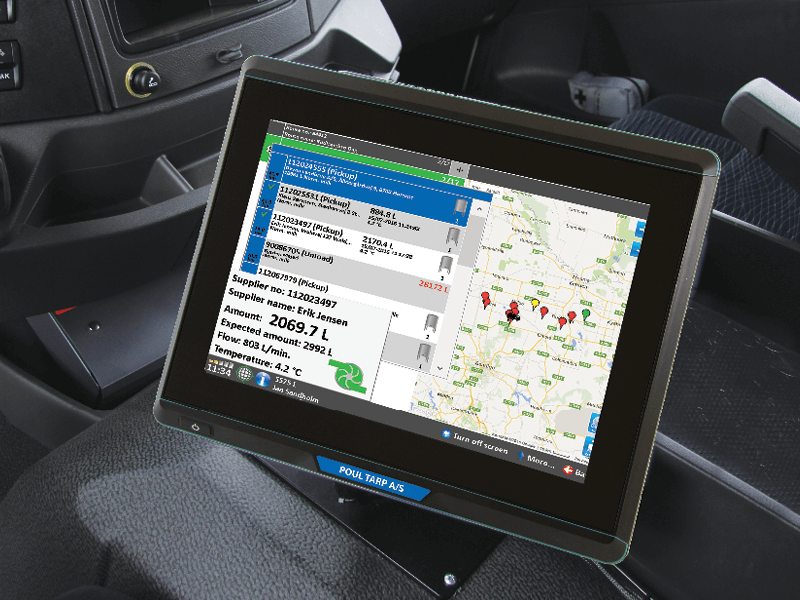
TOC Cabin Computer
TOC Cabin computer from POUL TARP A/S supplies the driver with an on-screen a list of today’s route and helps the driver navigate to the next pick up place/farmer. The dairy can send and receive data from the TOC cabin computer, make route changes etc.
Milk Sampling Solutions
While pumping the milk into the tanker, the S12 Computer takes 1 or 2 samples of the milk. The samples are taken continuously throughout the pumping of the milk, as the milk quality is different at the bottom and at top of the tank. The samples are sent to the laboratory, where the fat and protein content in the milk is analyzed. All data from the samples will be sent to the MTC program, where the dairy can get an overview of the milk quality from the various suppliers.

SMV 4 Sampler
The SMV 4 Sampler is developed to take samples of the milk during the pumping of the milk at the milk supplier.


Peristaltic Sampler
The peristaltic sampler is developed to take quality samples of milk in milk trucks during the pumping of the milk at the milk supplier.